KEMTRON 1500 Pro™ Packaged Fluid Recycling System
Overview
Elgin Separation Solutions pioneered the packaged mud recycling system decades ago. Today, Elgin offers innovative turn-key solutions for operators in the trenchless industry.
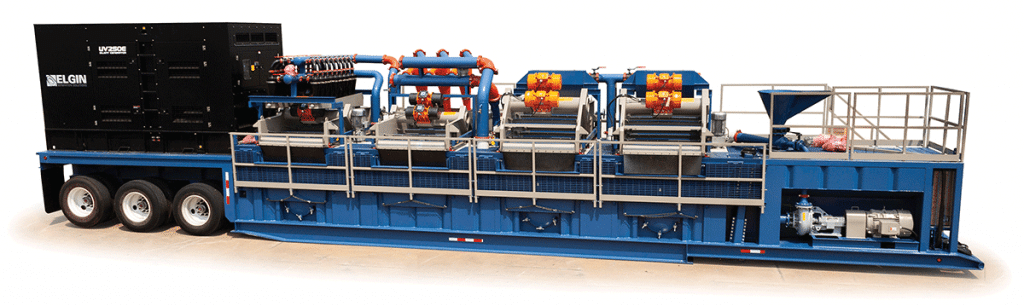
The KEMTRON 1500 Pro™ is the industry’s largest and most effective cleaning system in the market. Built on a 56’ long triple-axel rock over trailer with an impressive 9,000 gallon tank capacity.
Four Hyper-G™ shakers that incorporate Elgin’s patented “water-fall” screen system which dramatically reduces the potential for solids bypass typically encountered by damaged screen gaskets, improper installation, and flooding of the rear screen by fluid.
Inset pump cabins along the side of the unit, pump pressure is more efficient which reduces hydraulic friction losses during operation. Additionally, inset pump cabins provide an additional advantage of direct maintenance access to each pump.
Features
- Multi-pass cleaning system maximizes shaker and hydrocyclone performance helping to maintain target mud weights.
- Two (2) dual-deck scalping shakers, each with 56 sq. ft. of screening surface, providing for substantially more cleaning capacity when dealing with large bores.
- Two (2) 3-panel linear motion mud cleaners, each with 28 sq. ft. of screening surface.
- Three (3) 10” hydrocyclone desanders and eighteen (18) 5” hydrocyclone desilters with pressure guages and dedicated isolation valves for operation efficiency.
- Hyper-G™ shaker with patented ‘Water-Fall’ screen deck design for improved screen life and performance. In addition, Firestone’s Marsh Mellow™ vibration isolators provide reduced noise, long-lasting, maintenance free operation.
Resources
Enhance mud recycling performance even greater with Elgin’s Composite Shaker Screens.
Looking to fully dewater your drilling fluid , Elgin’s team can incorporate a decanter centrifuge into the complete system.
